| Software for Die Casting | HotFlo! | ||
|
Production and Cost Information |
 |
Feasibility AnalysisQuickly evaluate the feasibility of your chosen combination of machine, product and number of cavities. Inputs:
|
 |
Outputs
|
 |
Runners, Gates and Feed SystemQuickly establish all key dimensions of each element of the metal feed system, at the same time creating a fully tapered runner system. Inputs
|
|
Outputs
|
 |
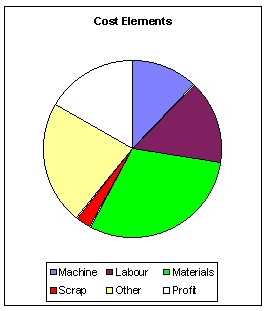
Production and Cost InformationQuickly establish the production rate parameters, useful production statistics and, if you want, the full product cost. Inputs
|
 |
Outputs
The product cost is directly linked to the technical inputs you specified in the Feasibility worksheet and the Runner design worksheet. If, for example, you go back and change the number of cavities, or the machine, the product cost will be updated automatically. So you can quickly evaluate the alternatives and provide management with relevant information. |
 |
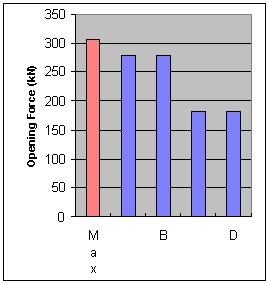
Machine Lock-Up and Tiebar LoadingQuickly establish the ability of the chosen machine to clamp the dies against the shot pressure, especially when the cavity is not in the center of the platens. Inputs
Outputs
|
 |
Thermal AnalysisQuickly analyse the heat flow into each segment of the die and use it to design and specify the water cooling lines. Inputs
|
 |
Outputs
|
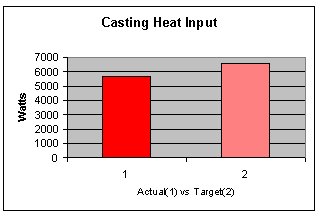 |
Note: If the predicted die temperature is too high or too low (compared to the target set in the Feasibility worksheet), you adjust the water line or spray cooling parameters to bring it to an acceptable value.
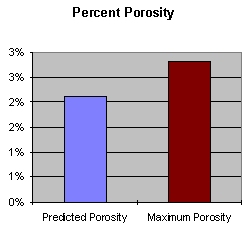
Die VentingQuickly establish the ability of the die to vent sufficient air out to atmosphere to keep porosity within an acceptable percentage. Establish correct position for the changeover to fast shot speed. Vary the vent sizes and see the effect. Inputs
|
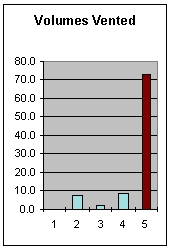 |
Outputs
Note: If predicted porosity is too high, you can quickly change some of the input variables and see the effect. If you cannot get the predicted porosity low enough, perhaps the die venting should be assisted with vacuum. |
 |
|