| On-Line User Help Manual | HotFlo! | ||
|
This module establishes some technical and commercial parameters concerned with the operation of the die in production. You estimate the cycle time and it will tell you the amount of heat that will have to be extracted from the die, the melting rate you will require, other production statistics, and the total cost of the part. |
You need to have entered some basic data on your machines and the chosen alloys, including the costs, into the ‘Data’ worksheet first.
The mandatory data is:-
Machine Code, Description, Cost Rate per hour
Alloy Code, Description, Cost per kilogram
It is preferable that you have completed the 'Feasibility' worksheet first, so that you have confirmed that you can make this casting, with the specified number of cavities. However, the only mandatory fields from Feasibility is the ‘Number of Cavities’ required to get the cost correct and the ‘Total Mass’.
This means, of course, that if you ever change the number of cavities or mass in the Feasibility worksheet, the product cost will be immediately updated.
If you have completed the ‘Runners’ worksheet, you will have a very accurate calculation of the mass of the runners, sprue or biscuit which automatically transfers into this costing sheet. However, it is not mandatory, as you can input an ‘Additional Estimated Mass’ to allow for it if required.
If at a later date you decide to design the Runner System using the ‘Runners’ worksheet, you should go back and delete this ‘Additional Estimated Mass’ in order to keep the product cost up-to-date. A warning message, ‘Are you sure?" will appear if you have data in both worksheets.
DC-CALC displays the data on the alloy you chose and entered in the 'Feasibility' worksheet including Description, Specific Heat, Latent Heat and Metal Temperature at the Gate.
It is important that you enter a realistic value in this cell because if it is nil, a lot of the calculations on this worksheet will be de-activated.
You will notice that if you have entered some basic data in the 'Feasibility' worksheet, this cell will contain a default value, based on the alloy chosen. However, the yellow background of the cell tells you that it can be overridden, and you should try to do that.
What temperature will the casting be at ejection? This is difficult to decide in the design phase, but it does affect a number of aspects of the casting:
You have 3 options here:
Of course you can only undertake the third option when the die has been made, but it is recommended to do so to gain experience and assist you in moving to the second option.
This will depend on the ‘Casting Temperature on Ejection’ entered above.
This comes from the data you entered in the 'Feasibility' worksheet.
This comes from the calculations based upon the data you entered into the ‘Runners’ worksheet. Check that you completed the design of the whole runner system, from the gate to the hot chamber nozzle or the cold chamber shot sleeve.
There are two principle reasons for entering data in this cell.
1. Runner Mass Estimate
If you did not complete the data in the ‘Runners' worksheet, the ‘Mass of Runners and Sprues’ will be understated (or zero).
If you want to allow for the costs of re-melting of your overflows, runners, sprues and biscuits, you can enter a mass estimate here. It is also used in the Venting worksheet in calculating the amount of air that has to be displaced.
However, if you do subsequently complete the Runners worksheet, you must remember to come back to this cell and remove your estimated amount to avoid double counting. For this reason it is always best to complete the 'Feasibility' and 'Runners' worksheets before completing this 'Production and Cost Data' worksheet.
2. To allow for re-melting of reject castings.
If your operators return defective castings made from this die back into the remelt furnace then this is where you account for it. For example, if the casting and runners amounts to 500 grams and you expect that 5% of the castings to be defective and will therefore be remelted, then you would enter 25 grams in here ( 5% of 500). DC-CALC will then calculate the cost of remelting the defectives, assuming that the metal content will be re-used.
If however, the metal from the defective parts cannot be re-used (for example if they are plated parts), then you should not enter any value here, but account for it with a special entry in the cell called 'Extra Costs'.
If you entered data into the 'Runners' worksheet, AND into the ‘Additional Mass Cast’ fields, this warning message will appear to prompt you to check that you have not doubled up on the amount of metal in the Overflows, Runners, Sprues and Biscuits.
Displays the total of the Overflows, Castings x Number of Cavities, runners, sprues or biscuits. The heat content of all the above must be extracted by the die or left in the casting as residual heat.
Estimate and enter the length of time that the die will be open in order to:
Although you are probably used to estimating just the total cycle time, or the production rate, practice in estimating Die Open Time, based on the above functions is useful and leads to better results.
Besides, if you are using the ‘Thermal’ Worksheet, DC-CALC uses this data to check that your chosen die spraying time does not exceed the die open time.
Estimate and enter the length of time required to:-
DC-CALC displays the sum of Die Open and Die Closed times.
Calculates the number of shots per hour.
The Heat Content of the alloy, the total casting mass and the Production Rate are used to calculate the Thermal Power (Heat Input Rate) that will be put into the die. This needs to be extracted by the cooling of the die : -
The Heat Input Rate is used in the ‘Thermal’ worksheet to design the die cooling system.
This data is used to calculate the ‘natural cooling rate’ of the die and the heat required to pre-heat the die up to operating temperature. Because of the large variation in this value, it is not necessary to use great accuracy here, an estimate will do.
This data is used in the thermal analysis worksheet to calculate the amount of cooling through convection and radiation into the air and convection into the platens.
The percentage of the Heat Input Rate that is removed by the Natural Cooling Rate of the die. A high % means that less heat needs to be removed by water cooling or spray cooling, and vice versa.
Calculated from the die dimensions entered above.
If you use die pre-heating (electric, gas or oil), enter a value for the heating rate to enable the heat up time to be calculated.
This comes from the data you entered into the Feasibility Worksheet.
If you pre-heat your dies from cold, just by taking shots and throwing them away until the die is up to temperature, then this is how many shots you will need to take.
It may surprise you how much you will waste from these warm-ups. For large dies requiring a high die temperature, you may need to consider installing a die pre-heating system.
If you pre-heat the dies with an electric, gas or oil heater, this is how long it will take.
This value is effected by the mass of the die, the target die temperature and the heating rate.
From the mass of the parts, overflows, runners, sprues and biscuits, and the cycle time entered, DC-CALC calculates the rate at which your furnace will have to melt metal to keep up.
The percentage of the heat input to your furnace that ends up in the metal.
If you don't have measured values of your furnace efficiencies, approximate values are as follows :
Gas Furnaces - 5 to 10%
Electric Furnaces - 20 to 30%
This tells you how large a furnace will you need to keep up the melting rate.
The percentage of your total shot is made up of overflow material.
The mass of the cast part as a percentage of the total shot mass. The higher this value, the greater your casting efficiency and the least remelting you will have to do.
For these to display, you need to enter the ‘Annual Quantity of Parts to be made’ in the ‘Costing Data’ Section of this worksheet (right hand side of page).
The mass of overflows, runners, sprues and biscuits you will produce per year from this casting.
The mass of the cast parts produced per year.
The mass of castings, overflows, runners, sprues and biscuits required to be melted annually from this die.
An estimate of the amount of dross that will be produced per year from this die. Based on 3% dross rate on ingot material and 9% on remelted scrap.
Remelting of scrap in the form of runners, sprues and biscuits creates far more dross because its ratio of surface area to volume is much greater, its oxide levels are greater, and it often has other contaminants such as die lube, oils, quenching compounds and the like.
Enter here the total Labour Cost Rate per hour, including the overhead or burden rate.
If you are using traditional costing methods, the overhead or burden rate will cover most (or maybe all) of your other costs.
If you are using Activity Based Costing, this overhead amount will only cover those costs which are directly rated to personnel costs.
An example: For a company using traditional costing, may have the following cost breakdown :-
Wages and Benefits cost per hour 10.00
Overhead or Burden @ 300% 30.00
Total Labour Cost per hour 40.00
In this instance, the value 40.00 would be entered in this cell.
Enter here, what it costs to remelt scrap, runners, sprues and biscuits in your plant. Take the total annual costs associated with this activity (labour, overheads, flow space, energy, repairs and maintenance, depreciation, testing etc.) divided by the annual mass re-melted.
If you don’t have this data readily available, use the difference in between the new ingot price and the price a scrap metal merchant will give you for the runners, sprues and biscuits. See: "The Hidden Cost of Runners and Sprues".
This is an important cell in which to enter a realistic value because it is used to calculate quite a lot of other parameters.
Enter here the quantity of parts that will be made after the setting-up process. If this quantity is subject to variation, you must estimate the ‘average’ batch size.
Enter the number of hours required to get all the materials and information, set dies and get the production to a repeatable, quality standard. DC-CALC displays the production rate calculated from the cycle time and the number of cavities
DC-CALC displays the cost of each element in the far right hand column.
This panel is where you enter the details of up to 7 different manual operations performed on the part. The ‘Die Casting Set Up and Operation’ is already entered. For the other operations you supply an operation description such as:-
For each operation you must also enter:-
‘Number of People’ This can be 1.00 for operations performed by a single operator, 2,3,4…. for operations performed by teams, or less than one, (0.50 for example, for ½ of a person’s time.) This could apply if the operation is automatic and the person divides their time between more than one machine.
Enter the number of hours it takes to set up the operation. This includes such things as:-
Enter this value, with up to 2 decimal points, for example 0.75 for ¾ of an hour.
If the set-up of a machine requires more than one person, you include that in the total set up time. For example, a large complex die requiring 2 people for 2½ hours would be entered as 5.00 hours.
Here you enter how many parts can be produced per hour on each operation. (The Die Casting operation rate is automatically displayed based on the cycle time and the number of cavities).
This is the subtotal of all the labour operations only.
Here you enter the percentage of parts rejected as defective in all of the operations. If, for example, you experience 0.50% defectives from the casting operation and 3% from the linishing, you would enter 3.50%.
The machine and labour cost of defectives appears in the last column.
In this panel you enter the information regarding all materials used or consumed in the process.
The alloy is entered automatically using information from the ‘Data’ and ‘Feasibility’ worksheets. You can enter up to seven other materials, and for each, you must enter a ‘Description’, a ‘Unit of Measure’ (eg EA, meters, Kg, lbs), the quantity consumed in each part and the price you pay for the material.
The ‘price’ should include the cost of transport, receiving, inspection and delivery to the machine work cell. ‘Materials’ could also include subcontracting such as electroplating, painting and heat treatment.
Here you enter the % of all the materials that would be scrapped, excluding the alloy which DC-CALC assumes you can remelt and re-use or sell as scrap.
Note:
To calculate the cost of re-melting alloy and include it in the part cost, you enter it into ‘Additional Mass Cast’ under ‘Production Rate Data’ and ensure you have entered a ‘Remelting Cost Rate’.
For example, a casting of 500 grams experiencing a 5% defective rate at the casting operation would amount to 500g x 5%=25 grams.
Enter this in ‘Additional Mass Cast’.
This is the subtotal of machine, labour, materials and scrap costs.
This section enables you to enter other costs, not directly part of the manufacturing process, or to enter activity based costing data.
It costs money to move goods around in a factory or store them, and these costs can be allocated to products here.
Examples of types of goods movements are:-
The cost of a goods movement would include:-
From your profit and loss accounts and estimates, work out what it costs each month or year to do all these activities. Then divide it by the total number of goods movements you do each month, or year. Remember to include : -
Then you have the average cost per move.
Enter it here.
How many of the products, on average, do you move at one time? Usually it is related to multiples of what you can fit on a pallet, plus the quantity per year. For example, a small casting of 80 grams mass, packed 100 per crate, and 12 crates per pallet=1200 parts on a pallet. If in general, 2 pallets are moved, then the average movement quantity becomes 2400.
When we make a batch of parts, how many times do we move this average quantity around?
Example:
Total 6
The Goods Movement Cost per part is then calculated by DC-CALC using the following expression:
(GM Cost)=(GM Cost per move) x (No. of Moves per batch) / (Ave Qty per batch)
Enter the average cost to despatch products to a customer including:-
How many parts do you send to the customer on average? This will depend on whether the customer wants daily, weekly, monthly deliveries, or one delivery for the whole production batch. Enter it here.
The Goods Despatch Cost per part is calculated by DC-CALC using the following expression:
(GD Cost per part)=(GD Cost Rate per move) / (Ave. Despatch Qty.)
How much does it cost to store one cubic metre (about 1 pallet) for 1 month. You can calculate this from your own costs of floor space and racking systems, or you can use a storage rate quoted by a public warehousing company in your area.
This is the minimum quantity of parts which you want to hold in stock at any one time. Sometimes called a ‘Safety Level’, to allow for variations in demand. DC-CALC will use this quantity along with the average Production Batch Size to calculate the average inventory quantity, and from that the cost which must be allocated to the part.
DC-CALC works this out from the ‘Minimum Inventory Quantity’ and the 'Production Batch Size'. The assumption is made that as soon as the quantity on hand falls to the 'Minimum Inventory Quantity' another production batch is immediately made. So, the expression used is :-
(Average Inventory Qty)=(Min. Inventory) + (Batch Size) / 2
This is the packed volume of the part, not necessarily the physical dimensions. For example, if you fit 100 parts in a crate, take the length width and height of the crate, divide each by 100, and enter it here.
The Goods Storage Cost per part is calculated by DC-CALC using the following expression :-
(Storage Cost per part)=
(Ave. Inventory Qty) x (Product Volume) x (Storage Cost per month) x 12 / (Annual Qty)
Where
(Product Volume)=(Length) x (Width) x (Height)
multiplied by the appropriate factor to convert it to cubic meters.
Enter the average cost to your company for borrowing money. Even if your company has no borrowings, it still incurs an interest cost on both inventory and credit extended to debtors, by not having the funds in the bank account to earn a return.
Interest Cost per part for Inventory is calculated by the expression :-
=(Product Cost Subtotal) x (Interest Rate %pa) x (Ave. Inv. Qty.)/ ((Annual Qty) x 100)
How long, on average, in days, for this customer, will it be between the day you ship the goods to the customer, to the day you will be paid?
The Interest on Debtors Cost per part is calculated by the expression :-
=(Product Cost Subtotal) x (Interest Cost %pa) x (Ave. Debtor Payment Days) /365
Amortisation can be for things such as:-
Enter the ‘Total cost to be amortised’ and the quantity over which you want this cost amortised and DC-CALC gives you a cost per part, using the expression : -
=(Cost to be Amortised) / (Amortisation Quantity)
It is assumed that most Die Cast parts are fairly dense and are charged by weight rather than volume. Enter the average freight cost rate for these parts.
DC-CALC displays the ‘Casting Mass’ entered into the 'Feasibility' worksheet. The finished product may have additional mass, due to packaging or other components and this cell enables you to enter the shipped mass.
The Freight Cost per part is calculated using the expression : -
=(Finished Product Mass) x (Freight Cost Rate)
Here you enter a percentage to cover the average cost of your selling and marketing activities. These could include:-
The Selling Cost per part is :-
=(Product Cost Subtotal) x (Selling Cost Rate %) / 100
This section enables you to enter any other costs that you may want to apply.
The first three lines (Extra Cost 1,2 and 3), are 'independent' costs. You can enter any amount per product in the right column and a description in the box.
'Extra Cost 4' is to enable you to enter costs that are proportional to the Materials content of the product. Examples might be the cost of Purchasing and Accounts Payable. Enter the percentage rate in the first cell and a description in the box and the cost will appear in the right column.
'Extra Cost 5' is similar to the above except that it is proportional to the Labour Costs.
'Extra Cost 6' is similar to the above except that it is proportional to the Machine Costs.
'Extra Cost 7' is similar to the above except that it is proportional to the Total Manufacturing Costs.
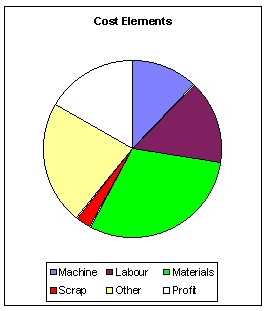
Profit MarginEnter the profit margin (mark up) that you want to add to the costs to arrive at the Selling Price. Pie ChartAll the main cost elements are summarised in a Pie Chart to give a quick picture of the proportions. |
 |
|